

Zinc Plating
Your Complete Guide to Zinc Plating for Fasteners
If you're looking for a reliable and cost-effective protective finish for fasteners, zinc electroplating is one of the most popular choices in the world. But what exactly is it, how does it work, and what are the crucial differences between the types available?
This guide answers all your key questions.
What Exactly is Zinc Plating?
Zinc plating is an electrochemical process where a thin layer of zinc is bonded onto the surface of a metal component, such as a steel fastener. This process is also known as electro-galvanizing.
The primary purpose of the zinc layer is to provide corrosion protection. Zinc is more reactive than steel, meaning it acts as a 'sacrificial anode'. When exposed to a corrosive environment like moisture, the zinc layer will corrode first, sacrificing itself over a long period to protect the steel underneath. It's a fantastic and economical way to significantly extend the service life of fasteners.
Why Choose Zinc Plating for Your Fasteners?
Zinc plating is the go-to choice for many industries due to its unique combination of properties. The process involves electrodepositing a thin layer of zinc onto a steel substrate, which acts as a barrier against moisture and oxygen.
Key Benefits of Zinc Plating
- Superior Corrosion Resistance: The zinc coating acts as a sacrificial layer, corroding in preference to the steel substrate underneath. This significantly extends the lifespan of the fastener, especially in moderately corrosive environments.
- Cost-Effective Solution: Compared to other coating methods like hot-dip galvanising or stainless steel, zinc plating offers excellent protection at a lower cost, making it ideal for high-volume applications.
- Consistent and Uniform Coverage: The electroplating process ensures a smooth, even, and predictable coating thickness, which is critical for maintaining the tight tolerances of threaded fasteners.
- Enhanced Appearance: With a range of passivation options, zinc-plated fasteners can be finished in clear (silver/blue), yellow (gold/iridescent), or black, providing a clean and professional look.
- Good Lubricity: The plated surface reduces friction, which can be beneficial during assembly and torquing.
How is the Zinc Plating Process Carried Out?
The process is highly controlled and involves several critical stages to ensure a perfect finish.
1. Thorough Cleaning & Preparation: This is the most vital step. The fasteners must be completely free of oils, grease, rust, and scale. This is typically done through a series of alkaline cleaning baths, acid pickling, and rinsing. If the surface isn't perfectly clean, the zinc will not adhere properly.
2. The Plating Bath (Electrolysis): The clean fasteners are immersed in a zinc electrolyte solution (the 'bath') containing dissolved zinc salts. The fasteners are connected to a power supply and act as the cathode (negative electrode). An electric current is passed through the solution, causing the positively charged zinc ions to migrate and deposit evenly onto the surface of the fasteners.
3. Passivation & Sealing: After plating, the fasteners are rinsed and then immediately submerged in a passivation solution (also called a chromate conversion coating). This creates a protective top-coat over the zinc, which dramatically increases corrosion resistance and gives the fastener its final colour. This is the step where the choice between Trivalent and Hexavalent processes is made.
The process can be done in two main ways:
Barrel Plating:Used for large batches of smaller parts like nuts, bolts, and screws. The fasteners are placed inside a perforated barrel which slowly rotates in the various solutions, ensuring all parts are coated evenly.
Rack Plating:Used for larger, more complex, or delicate parts. Components are individually hung on racks to prevent damage and ensure a uniform, high-quality finish.
What's the Difference Between Trivalent (Cr3+) and Hexavalent (Cr6+) Passivates?
This is the most important distinction in modern zinc plating. The passivation layer contains chromium, which can exist in two main states: Trivalent (Cr3+) and Hexavalent (Cr6+).
Hexavalent Chrome (Cr6+)
This is the traditional method, known for its exceptional performance. The key benefit of a hexavalent passivate is that it is 'self-healing'. If the surface gets a minor scratch, the hexavalent chromium compounds in the coating can migrate to the damaged area and re-passivate the exposed zinc, maintaining corrosion protection.
However, Hexavalent Chrome is a known carcinogen and a hazardous substance. Its use is now heavily restricted by environmental and health regulations like RoHS (Restriction of Hazardous Substances) and REACH in Europe. It is not compliant with these regulations, for this reason Trojan Special Fasteners Ltd does not offer Hexavalent Chrome Passivated plating.
Trivalent Chrome (Cr3+)
This is the modern, environmentally friendly alternative. Trivalent processes are free from Hexavalent Chrome, making them fully compliant with RoHS and REACH regulations. While they don't have the same "self-healing" properties as Cr6+, modern heavyweight trivalent passivates offer excellent corrosion resistance that is often comparable to, or even better than, traditional hexavalent finishes for many applications.
For any new project, especially in the automotive, electronics, or consumer goods sectors, Trivalent plating is the standard choice.
What Do the Different Colours of Zinc Plating Mean?
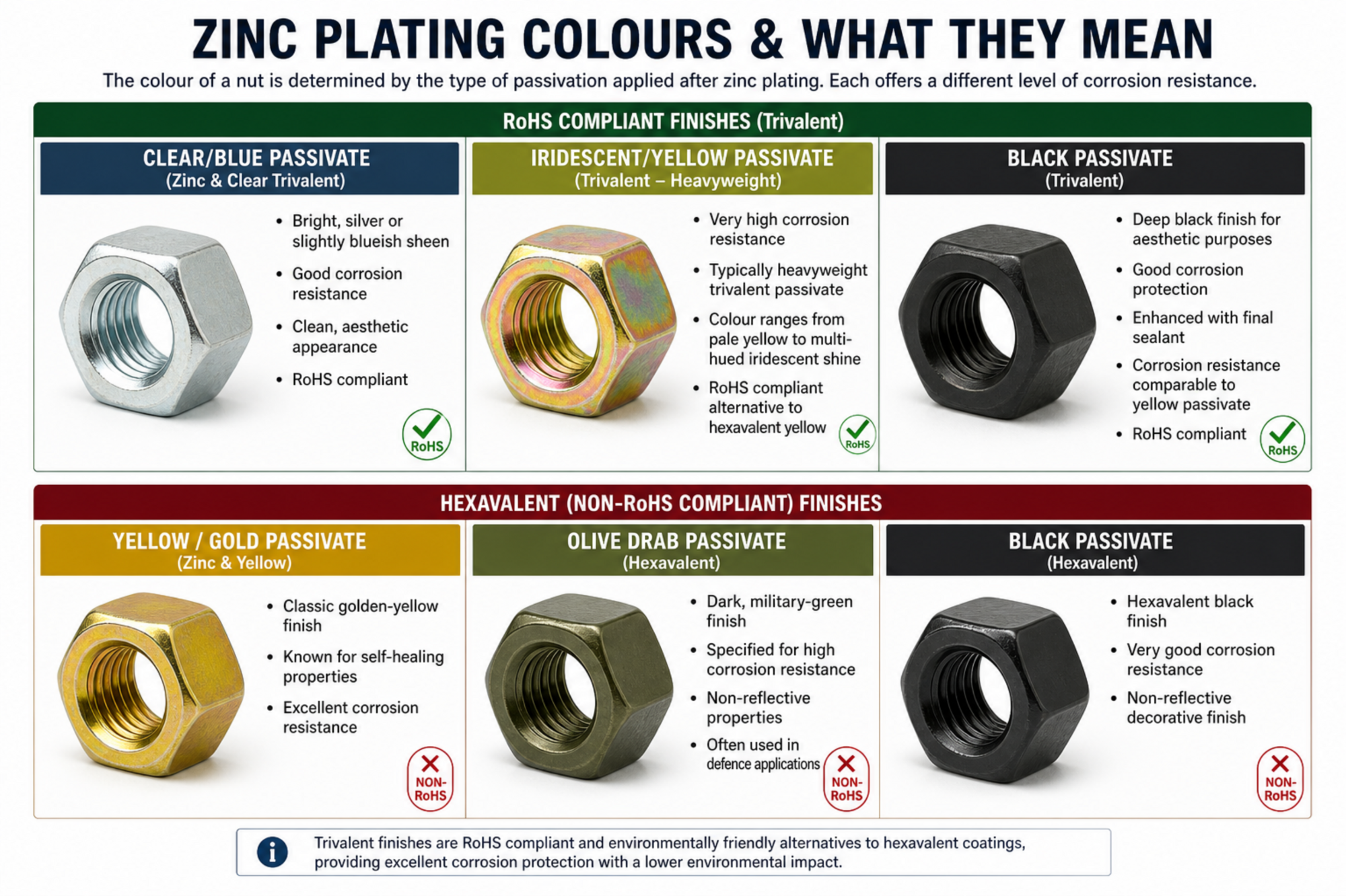
The colour of a fastener is determined by the type of passivation applied after the zinc plating. Each offers a different level of corrosion resistance.
Passivation Type
Clear/Blue Passivate (Zinc & Clear Trivalent): This is the most common finish, it gives a bright, silver or slightly blueish sheen. It offers good corrosion resistance and a clean, aesthetic appearance. It is RoHS compliant.
Iridescent/Yellow Passivate (Hexavalent/Trivalent): This is typically a heavyweight trivalent passivate that provides very high corrosion resistance, often superior to traditional hexavalent yellow. The colour can range from pale yellow to a multi-hued iridescent shine. It is now offered as a RoHS compliant alternative to the usual Hexavalent Zinc & Yellow plating that is often called for.
Black Passivate: Provides a deep black finish for aesthetic purposes, often used where a non-reflective decorative surface is needed. It offers good corrosion protection, which is enhanced with a final sealant and is comparable to yellow passivate.
Hexavalent (NON-RoHS Compliant) Finishes
Yellow / Gold Passivate (Zinc & Yellow): The classic golden-yellow finish known for its self-healing properties and excellent corrosion resistance.
Olive Drab Passivate: A dark, military-green finish specified for its high corrosion resistance and non-reflective properties, often used in defence applications.
Black Passivate: A hexavalent black finish, also offering very good corrosion resistance.
Mastering Legacy, Withdrawn, and Out-of-Date Plating Specifications
At Trojan Special Fasteners Limited, our manufacturing facility excels at interpreting and processing components to historical, obsolete, and withdrawn international engineering standards. When dealing with heritage equipment restoration, classic defence contracts, or legacy aerospace drawings, procurement teams routinely encounter plating callouts that standard commercial shops cannot process. We maintain a comprehensive archive of historical British (BS), American (ASTM), and Military standards to guarantee complete dimensional compliance and regulatory safety.
BS 3382: The Imperial Threaded Components Standard
Published originally in 1961 and fully withdrawn in 2008 (superseded by the modern BS EN ISO 4042 framework), BS 3382 remains the most common legacy standard found on drawings for imperial fasteners.
The core feature of BS 3382 was that it did not specify a single flat micron thickness for all parts. Instead, it recognized that electrodeposited coatings build up on thread flanks and can jam fine thread assemblies. Therefore, it systematically restricted the maximum plating thickness based on the major diameter of the thread.
When a legacy drawing calls for "Zinc Plate to BS 3382 Part 2", Trojan precision-machines the underlying blank and calibrates the electro-galvanising cycle to align with these exact historical batch thickness limits:
| Nominal Screw Thread Diameter Range (Inches) | Equivalent Metric Thread Size Reference | Required Batch Average Plating Thickness (μm) |
|---|---|---|
| 0.060" to 0.125" | M1.6 to M3 | 3.8 μm to 5.1 μm |
| 0.126" to 0.250" | M3.5 to M6 | 5.1 μm to 6.4 μm |
| 0.251" to 0.500" | M8 to M12 | 6.4 μm to 7.6 μm |
| 0.501" to 0.750" | M14 to M20 | 7.6 μm to 8.9 μm |
| Greater than 0.750" | Greater than M20 | Referenced outward to standard general limits (BS EN 12329 / ISO 2081) |
The Trojan Advantage for Heritage Threads:
We specialise in manufacturing and plating classic thread profiles-including British Association (BA), British Standard Whitworth (BSW), British Standard Fine (BSF), British Standard Pipe (BSP), Unified Coarse (UNC), Unified Fine (UNF), and Unified Special (UNS*) - ensuring seamless post-plating assembly.
BS 1706: Method for Specifying Electroplated Coatings of Zinc and Cadmium
First published in 1951, revised in 1960 and 1990, and subsequently withdrawn upon the introduction of BS EN ISO 2081, BS 1706 was the foundational general engineering standard across British manufacturing. Legacy drawings frequently specify callouts such as BS 1706 Fe/Zn 8 or BS 1706 Zn 3.
The digit in the historical coding sequence denotes the mandatory minimum local thickness in micrometres. Trojan translates these classic callouts directly into modern, hexavalent-free compliant execution models:
- BS 1706 Zn 3 / Fe/Zn 5: Mandates a minimum local thickness of 5 μm. Mapped to modern ISO 2081 Fe/Zn5/A.
- BS 1706 Zn 12 / Fe/Zn 12: Mandates a minimum local thickness of 12 μm. Mapped to modern ISO 2081 Fe/Zn12/A.
- BS 1706 Zn 25 / Fe/Zn 25: Specifies a heavy-duty industrial 25 μm minimum thickness layer. Mapped to modern ISO 2081 Fe/Zn25/A.
ASTM B633: Navigating American Standard Types and Service Conditions
While ASTM B633 remains an active and widely used American standard, legacy prints frequently utilize older classification "Types" that rely heavily on restricted hexavalent conversion chemistries. To achieve complete compliance with modern UK and European REACH directives, Trojan maps historical ASTM B633 specifications to high-performance, trivalent alternatives:
- ASTM B633 Type I: Specifies an as-plated zinc layer with zero supplementary treatment. Mapped directly to active trivalent clear systems.
- ASTM B633 Type II (Legacy Hexavalent Yellow): Historically required a golden iridescent chromate film exhibiting self-healing properties. Trojan fulfills this callout using heavyweight thick-film trivalent iridescent passivates, achieving identical or superior salt spray performance while ensuring 100% RoHS compliance.
- ASTM B633 Type III (Legacy Clear/Blue): Requires a transparent supplementary conversion film. Met seamlessly via our standard trivalent clear processing lines.
- ASTM B633 Type IV: Specifies a highly dense organic or phosphate supplementary coating over the zinc base layer.
We also verify compliance against the standard's Service Condition (SC) exposure severity matrix, ensuring the underlying metal layer matches the environmental demands:
- Service Condition SC1 (Mild): 5 μm minimum thickness. Designed for indoor, dry, shielded environments.
- Service Condition SC2 (Moderate): 8 μm minimum thickness. Specified for typical commercial engineering equipment.
- Service Condition SC3 (Severe): 12 μm minimum thickness. Required for outdoor exposure or high-humidity applications.
- Service Condition SC4 (Very Severe): 25 μm minimum thickness. Engineered for extreme outdoor environments subjected to continuous moisture or chemical exposure.
| REGION/COUNTRY | STANDARD | STATUS | TITLE & NOTES |
| United Kingdom | BS EN ISO 2081:2018 | Current | Metallic and other inorganic coatings — Electroplated coatings of zinc with supplementary treatments on iron or steel. |
| BS EN ISO 4042:2018 | Current | Fasteners — Electroplated coating systems | |
| BS EN ISO 19598:2016 | Current | Metallic coatings — Electroplated coatings of zinc and zinc alloys on iron or steel with supplementary Cr(VI)-free treatment | |
| BS 1706:1990 | Withdrawn | Specification for electroplated coatings of zinc and cadmium on iron and steel. (Superseded by BS EN ISO 2081) | |
| BS 3382-1:1961 | Withdrawn | Specification for electroplated coatings on threaded components. Cadmium on steel components | |
| BS 3382-2:1961 | Withdrawn | Specification for electroplated coatings on threaded components. Zinc on steel components | |
| BS 3382-3:1965 | Withdrawn | Specification for electroplated coatings on threaded components. Nickel or nickel plus chromium on steel components | |
| BS 3382-4:1965 | Withdrawn | Specification for electroplated coatings on threaded components. Nickel or nickel plus chromium on brass components | |
| BS 3882-5:1967 | Withdrawn | Specification for electroplated coatings on threaded components. Tin on steel components | |
| BS 3882-6:1967 | Withdrawn | Specification for electroplated coatings on threaded components. Tin on brass components | |
| BS 3882-7:1967 | Withdrawn | Specification for electroplated coatings on threaded components. Silver on steel components | |
| BS 7371-3:1993 | Withdrawn | Coatings on metal fasteners. Specification for electroplated zinc and cadmium coatings. (Superseded by BS EN ISO 4042) | |
| Europe/International | ISO 2081:2018 | Current | Metallic and other inorganic coatings — Electroplated coatings of zinc with supplementary treatments on iron or steel. This is the primary international standard for the general zinc electroplating process. |
| ISO 4042:2018 | Current | Fasteners — Electroplated coating systems. The crucial standard specifically for coating threaded fasteners, addressing thread allowance and hydrogen embrittlement risks | |
| ISO 9227:2017 | Current | Corrosion tests in artificial atmospheres — Salt spray tests. The standard method for testing the corrosion resistance of the plating. | |
| ISO 1463:2021 | Current | Metallic and oxide coatings — Measurement of coating thickness — Microscopical method. A destructive test method for accurately measuring the coating thickness. | |
| ISO 2178:2016 | Current | Non-magnetic coatings on magnetic substrates — Measurement of coating thickness — Magnetic method. A non-destructive method for quickly checking coating thickness on steel parts. | |
| ISO 19598:2016 | Current | Metallic coatings — Electroplated coatings of zinc and zinc alloys on iron or steel with supplementary Cr(VI)-free treatment | |
| USA | ASTM B633-23 | Current | Standard Specification for Electrodeposited Coatings of Zinc on Iron and Steel. This is the primary US standard for general zinc electroplating. It defines service conditions (for severity of exposure) and coating types (for different passivates). |
| ASTM F1941/F1941M-23 | Current | Standard Specification for Electrodeposited Coatings on Threaded Fasteners (Metric & Unified Inch). The specific standard for coating threaded fasteners, addressing thread fit and hydrogen embrittlement relief. | |
| ASTM B117-19 | Current | Standard Practice for Operating Salt Spray (Fog) Apparatus. The long-standing standard method for salt spray corrosion testing. | |
| ASTM B487-85(2020) | Current | Standard Test Method for Measurement of Metal and Oxide Coating Thickness by Microscopical Examination of a Cross Section. A destructive test method for accurately measuring coating thickness. | |
| ASTM B568-20 | Current | Standard Test Method for Measurement of Coating Thickness by X-Ray Spectrometry. A common non-destructive method for checking coating thickness. | |
| SAE AMS-QQ-Z-325 | Withdrawn | Zinc Plating. (Formerly QQ-Z-325). A widely used US military and aerospace standard. It was cancelled and superseded by ASTM B633 | |
| SAE AMS 2402 | Current | Zinc Plating. This is a key aerospace standard that covers the requirements for electrodeposited zinc plating. It's often specified for corrosion protection on low-alloy steel parts. It details different plating types and classes, including requirements for various supplementary chromate treatments. |
BS EN ISO 2081:2018 - ISO 2081:2018
Metallic and other inorganic coatings—Electroplated coatings of zinc with supplementary treatments on iron or steel
This standard specifies requirements for electroplated coatings of zinc with supplementary treatments on iron or steel. It includes information to be supplied by the purchaser to the electroplater, and the requirements for heat treatment before and after electroplating.
It is not applicable to zinc coatings applied
- to sheet, strip or wire in the non-fabricated form,
- to close-coiled springs, or
- for purposes other than protective or decorative.
Additionally, it does not specify requirements for the surface condition of the basis metal prior to electroplating with zinc. However, defects in the surface of the basis metal can adversely affect the appearance and performance of the coating.
The coating thickness that can be applied to threaded components can be limited by dimensional requirements, including class or fit.
Electroplated coatings in accordance with their main purpose(s) and related ISO standards
P = Corrosion Protection
F = Functional Properties
D = Decorative Properties (colour/aspect)
| Coating Metal(s) | Nature | Main Purpose | ISO Standard |
|---|---|---|---|
| Zn - Zinc | Metal | P, D, F | ISO 2081, ISO 19598 |
| ZnNi - Zinc-Nickel | Alloy | P, D, F | ISO 15726, ISO 19598 |
| ZnFe - Zinc-Iron | Alloy | P, D, F | ISO 15726, ISO 19598 |
| Cd - Cadmium | Metal | P, F | ISO 2082 |
| Ni - Nickel | Metal | D, F | ISO 1456 |
| Ni+Cr - Nickel Chromium | Multi-Layer | D | ISO 1456 |
| Cu+Ni - Copper Nickel | Multi-Layer | D | ISO 1456 |
| Cu+Ni+Cr - Copper Nickel Chromium | Multi-Layer | D | ISO 1456 |
| CuZn - Brass | Alloy | D | - |
| CuSn - Copper Tin (Bronze) | Alloy | F | - |
| Cu - Copper | Metal | F, D | - |
| Ag - Silver | Metal | F, D | ISO 4521 |
| CuAg - Copper Silver | Alloy | F | - |
| Sn - Tin | Metal | F | ISO 2093 |
| SnZn - Tin-Zinc | Alloy | F, P | - |
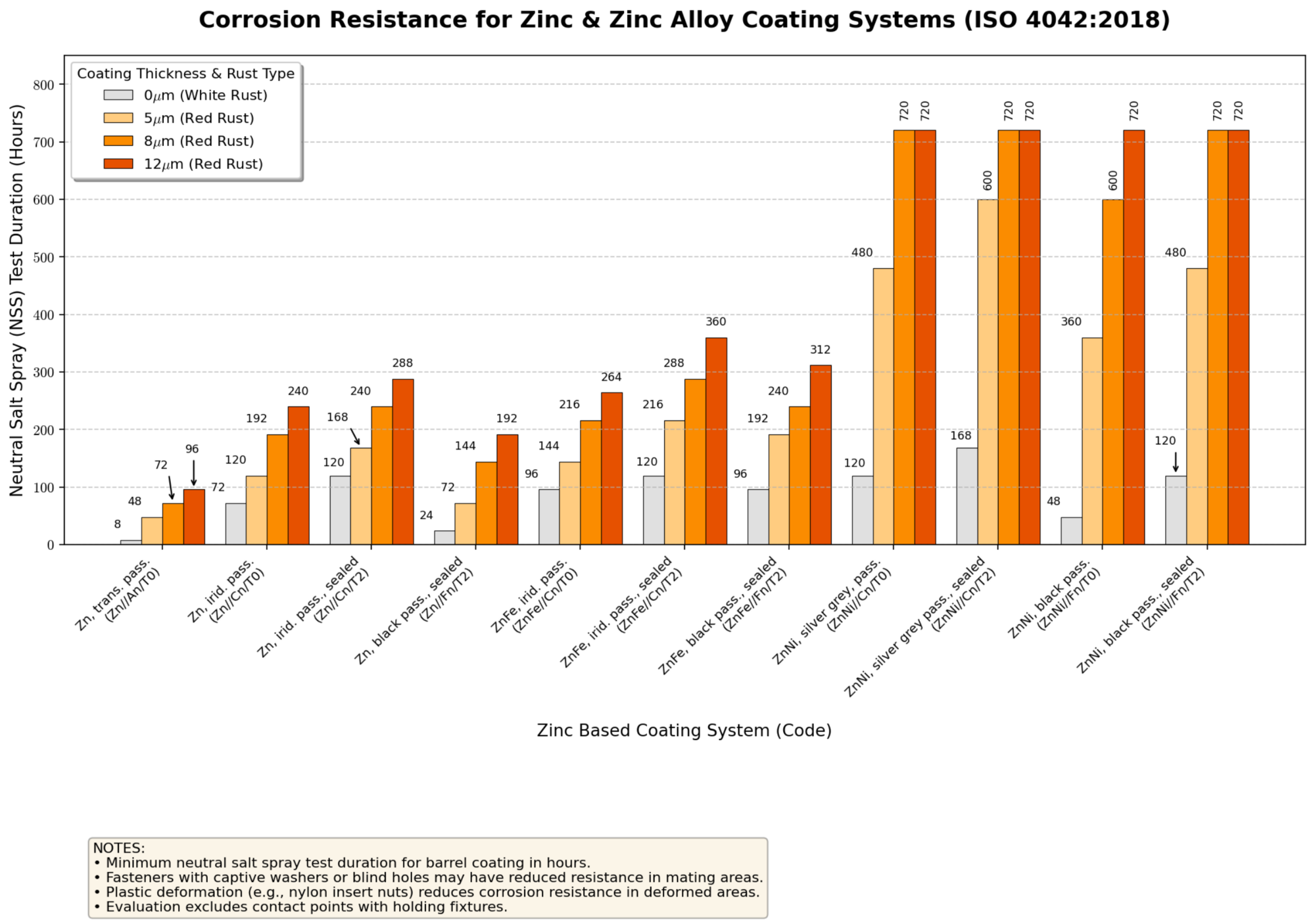
BS EN ISO 4042:2018 / ISO 4042:2018 - Corrosion resistance for commonly used zinc and zinc alloy coating systems
The last four columns give the minimum neutral salt spray test duration for barrel coating in hours. Note that with a rack plating process, the effect of possible damage to coating is reduced and therefore increased corrosion resistance can be achieved.
The neutral salt spray test duration specified in this table for coating systems with Cr(VI ) -free passivation shall apply for fasteners alone, tested no sooner than 24h after coating and in the “as-coated” condition.
Contact points of the fastener with a holding fixture, if any, shall not be considered in the evaluation of the corrosion test.
Fasteners with a captive washer have areas between the mating fastener and the washer with less coating thickness due to intrinsic electrochemical deposition behaviour; this is similar for fasteners with blind holes. Both result in reduced corrosion resistance in these areas during the corrosion test and should not be cause for rejection. In service, these areas are not normally exposed to environmental corrosion.
NOTE: For fasteners intended to be subjected to a high level of plastic deformation after coating (crimping, for example nylon insert nuts or all-metal prevailing torque nuts), corrosion resistance is reduced in the deformed area.
| Zinc Based Coating System | Code | 0μm (No Coating) White Rust | 5μm (red rust) | 8 μm (red rust) | 12 μm (red rust) |
|---|---|---|---|---|---|
| Zn, transparent passivated | Zn//An/T0 | 8 | 48 | 72 | 96 |
| Zn, iridescent passivated | Zn//Cn/T0 | 72 | 120 | 192 | 240 |
| Zn, iridescent passivated, sealed | Zn//Cn/T2 | 120 | 168 | 240 | 288 |
| Zn, black passivated, sealed | Zn//Fn/T2 | 24 | 72 | 144 | 192 |
| ZnFe, iridescent passivated | ZnFe//Cn/T0 | 96 | 144 | 216 | 264 |
| ZnFe, iridescent passivated, sealed | ZnFe//Cn/T2 | 120 | 216 | 288 | 360 |
| ZnFe, black passivated, sealed | ZnFe//Fn/T2 | 96 | 192 | 240 | 312 |
| ZnNi, silver grey, passivated | ZnNi//Cn/T0 | 120 | 480 | 720 | 720 |
| ZnNi, silver grey passivated, sealed | ZnNi//Cn/T2 | 168 | 600 | 720 | 720 |
| ZnNi, black passivated | ZnNi//Fn/T0 | 48 | 360 | 600 | 720 |
| ZnNi, black passivated, sealed | ZnNi//Fn/T2 | 120 | 480 | 720 | 720 |
BS EN 4042:2018 / ISO 4042:2018
Examples of designation of hexavalent chromium free electroplated coating systems for fasteners
When a minimum corrosion resistance is specified in the designation, the compatibility of the requirement with the coating system included in the designation shall be checked in accordance with the table above.
Examples of designation of hexavalent chromium free electroplated coating systems for fasteners
| PLATING DESIGNATION | DESCRIPTON |
|---|---|
| ISO 4042/ZnNi/An/720h | Fastener with an electroplated coating (ISO 4042) of zinc-nickel alloy (ZnNi) with the typical nickel content of 12 % to 16 %, without required coating thickness but with a minimum corrosion resistance to neutral salt spray test of 720 h without occurrence of basis metal corrosion (red rust) , with a hexavalent chromium free transparent conversion coating (An) , with no specific sealant, top coat or lubricant. |
| ISO 4042/Zn8/An | Fastener with an electroplated coating (ISO 4042) of zinc (Zn) , with a required coating thickness of 8 μm and hexavalent chromium free transparent passivation (An). |
| ISO 4042/Zn12/Cn/T2 | Fastener with an electroplated coating (ISO 4042) of zinc (Zn) and a required coating thickness of 12 μm, with a hexavalent chromium free iridescent conversion coating (Cn) , with a subsequent sealant with or without integral lubricant (T2). |
| ISO 4042/Zn12/Fn/T7/T4(μ0,10–0,20) | Fastener with an electroplated coating (ISO 4042) of zinc (Zn) and a required coating thickness of 12 μm, with a hexavalent chromium free black conversion coating (Fn) , with a subsequent top coat (T7) , with a subsequently added lubricant (T4) , and with a coefficient of friction μtot within the range of [0,10 to 0,20]. |
| ISO 4042/Zn8/Cn/T0 | Fastener with an electroplated coating (ISO 4042) of zinc (Zn) and a required coating thickness of 8 μm, with a hexavalent chromium free iridescent conversion coating (Cn), where a subsequent sealant is prohibited (T0). |
| ISO 4042/Zn8/Fn | Fastener with an electroplated coating (ISO 4042) of zinc (Zn) and a required coating thickness of 8 μm, with a hexavalent chromium free black conversion coating (Fn) , where a subsequent sealant is left to the choice of the coater. |
| ISO 4042/ZnNi8/An | Fastener with an electroplated coating (ISO 4042) of zinc-nickel alloy (ZnNi) with the typical nickel content of 12 % to 16 % and a required coating thickness of 8 μm, with a hexavalent chromium free transparent conversion coating (An) , and with no specific sealant, top coat, lubricant or torque/clamp force requirement. |
BS EN ISO 4042:2018 / ISO 4042:2018 - Designation Of Electrodeposited Coatings
The electrodeposited coatings shall be composed of zinc or zinc-alloys as below
| SYMBOL | DEFINITION | |
|---|---|---|
| Zn | Zinc coating without alloying element | Zinc |
| ZnFe | Zinc-alloy containing a mass fraction of 0,3 % to 1,0 % iron | Zinc-Iron |
| ZnNi | Zinc-alloy containing a mass fraction of 12 % to 16 % nickel | Zinc-Nickel |
BS EN 4042:2018 / ISO 4042:2018 - Designation for hexavalent chromium free conversion coatings (only for zinc and zinc-alloy electroplated coatings)
The first letter in the Passivation Code corresponds to the conversion coatings as specified in ISO 2081; the second letter (n) indicates no hexavalent chromium in the conversion coating in accordance with ISO 19598.
Nanoparticles may be incorporated in all types of passivation to improve the aspect and/or functional properties.
| PASSIVATION | CODE | COLOUR | NOTES |
|---|---|---|---|
| Transparent/Clear | An | Transparent, clear to bluishc | Bluish can vary from light-blue to dark iridescent blue, depending on the coating system |
| Iridescent | Cn | Transparent, clear to iridescent | Also called thick layer passivation |
| Black | Fn | Black, dark iridescent permitted | |
| Yellow | Gn | Yellow to yellow iridescent | |
| - | U | No conversion coating |
BS EN 4042:2018 / ISO 4042:2018 - Designation for hexavalent chromium conversion coatings (only for zinc and zincalloy coatings)
Hexavalent chromium is not fully RoHS compliant, but there are exemptions available. As of now, hexavalent chromium can be used up to 0.7% by weight as an anticorrosion agent in certain applications, such as gas absorption heat pumps, under the EU RoHS Directive. This exemption allows for limited use of hexavalent chromium, but it is subject to specific conditions and will expire on December 31, 2026. Companies must adhere to these regulations and monitor any updates from the European Commission to ensure compliance.
Trojan Special Fasteners Ltd no longer supplies Hexavalent Chromium Coatings to ensure that as a company we are fully compliant with RoHS directives.
The letter code corresponds to the conversion coatings as specified in ISO 2081.
| CODE | NAME | TYPICAL ASPECT |
|---|---|---|
| A | Clear | Transparent, clear to bluish |
| C | Iridescent | Yellow iridescent |
| D | Opaque | Olive-green |
| F | Black | Black, dark iridescent permitted |
| U | - | No conversion coating |
BS EN ISO 4042:2018 / ISO 4042:2018 - Designation for sealants, top coats and/or lubricants
Sealants and/or top coats are generally intended to improve the corrosion resistance of zinc based coating systems. However, both show different characteristics:
1. A sealant is usually applied in the wet state without drying prior to its application. This allows the sealant to be partly incorporated in the passivation layer forming a composite layer, which improves corrosion resistance. Sealants are also used for several other purposes such as lubrication, reduction of the iridescence of passivation layers, matting or brightening effect, etc. The layer thickness is typically about 0,5 μm to 2 μm.
2. A top coat is usually applied in the dry state after an intermediate drying step. Top coats are often used when particular requirements shall be met, such as incorporation of pigments to achieve intensive colour (e.g. black) , high chemical resistance, etc. The layer thickness is typically about 2 μm to 10 μm.
- Coding for fasteners was developed to be consistent with ISO 2081 and ISO 19598.
- When a subsequently added lubricant is specified, the code T4 shall be placed after a slash and directly after the designation of the sealant or top coat
| CODE | NAME | REQUIREMENT |
|---|---|---|
| - | No T Code Specified | When no code T is specified, sealant or top coat can be used at the choice of the coater |
| T0 | No sealant, and no top coat | Sealant and top coat shall not be applied for a certain application (e.g. for adherence, conductivity, electric contact, welding). Sealant and top coat may be organic or inorganic, or a combination of both. |
| T2 | Sealant | Sealant shall be applied, it may be with or without integral lubricant. When torque/clamp force relationship (e.g. range of friction coefficient) is specified, integral lubricant or subsequently added lubricant shall be applied as appropriate. |
| T4 | Subsequently added lubricant | Lubricant or wax shall be applied. Lubricant can be applied directly on the metal layer, or on the passivation, or on a sealant, or on a top coat. When torque/clamp force relationship (e.g. range of friction coefficient) is specified, integral lubricant or subsequently added lubricant shall be applied as appropriate. |
| T7 | Top coat | top coat shall be applied. Top coat is often used to achieve particular characteristics, e.g. chemical resistance, colour. Top coat may be with or without integral lubricant. Sealant and top coat may be organic or inorganic, or a combination of both. When torque/clamp force relationship (e.g. range of friction coefficient) is specified, integral lubricant or subsequently added lubricant shall be applied as appropriate. |
| nL | No lubricant | Integral lubricant shall not be present (this code shall be added to T2 or T7, as relevant) . |
The Top Coat Friction Coefficient Chart
A dedicated technical chart details how post-plating top coats directly govern the assembly window. When an engineering drawing specifies a total friction coefficient range, such as 0.12-0.18, it is requesting a controlled lubrication layer.
Without this layer, raw zinc or zinc-nickel coatings exhibit a highly erratic friction coefficient (frequently spiking above 0.25). This unpredictability causes severe assembly issues: if the friction is too high, your installation torque is entirely wasted overcoming resistance, leading to loose joints; if the friction is too low, the same torque will over-stretch and snap the steel.
The VDI 2230 global guideline and fastener manufacturing frameworks break down the top coat lubrication classes as follows:
| Friction Coefficient Class | Target Range (μ_tot) | Typical Post-Plating Top Coat / Lubricant System | Engineering Application & Notes |
|---|---|---|---|
| Class A (Low Friction) | 0.08 - 0.14 | Heavy synthetic waxes, specialized PTFE top coats, or high-density integral lubricants. | Highly automated high-speed assembly lines, typical for heavy-duty pneumatic tools where uniform tension must be achieved with lower input torques. |
| Class B (Standard Automotive) | 0.12 - 0.18 | Standard T4 lubricants, torque-control sealers (e.g., MacDermid Torque'n'Tension, Fuchs, or Atotech Torco-Fix). | The global baseline benchmark for automotive, structural steel, and wind-energy fasteners. Balances excellent clamp retention with high resistance to vibration loosening. |
| Class C (Medium Friction) | 0.15 - 0.25 | Thin, dry-film sealers with zero added lubrication (nL codes) or simple clear trivalent passivates. | Standard light commercial fasteners, hand-tightened assemblies, or joints where secondary thread-locking patches will be applied. |
| Class D (High Friction) | Greater than 0.25 | Raw unlubricated zinc, unsealed coatings, or basic zinc-iron variants. | Minimal mechanical functionality; specified solely for baseline corrosion defense where torque precision is non-critical. |
BS EN ISO 19598:2016 / ISO 19598:2016
Metallic coatings — Electroplated coatings of zinc and zinc alloys on iron or steel with supplementary Cr(VI)-free treatment
BS EN ISO 19598:2016 - Designation Of Electrodeposited Coatings
The electrodeposited coatings shall be composed of zinc or zinc-alloys as below
| SYMBOL | DEFINITION | |
|---|---|---|
| Zn | Zinc coating without alloying element | Zinc |
| ZnFe | Zinc-alloy containing a mass fraction of 0,3 % to 1,0 % iron | Zinc-Iron |
| ZnNi | Zinc-alloy containing a mass fraction of 12 % to 16 % nickel | Zinc-Nickel |
BS EN ISO 19598:2016 - Passivations
Passivation is the production of conversion coatings by treating coatings with suitable Cr(VI)-free solutions in order to improve their corrosion resistance. The conversion coating may optionally be dyed.
Tints are permissable.
Since the Cr(VI)-free passivations are new coating systems, the new nomenclature is listed below:
| PASSIVATION | CODE | COLOUR | NOTES |
|---|---|---|---|
| Transparent | An | Colourless to coloured and iridescent | Often referred to as "thin-layer passivation" |
| Iridescent | Cn | Coloured and iridescent | Often referred to as "thick-layer passivation" |
| Black | Fn | Black |
BS EN ISO 19598:2016 - Post Treatment
Application of a sealant or top coats increases corrosion resistance.
Sealant layers normally show a thickness of up to 2 μm and are composed of Cr(VI)-free organic and/or inorganic compounds. Coatings that can be removed with cold cleaning agents, such as those with an oil, grease or wax base, are not considered as sealants in the context of this International Standard.
Top coats are normally thicker than 2 μm and are Cr(VI)-free organic thin coatings which may need elevated temperature curing. Particularly for coatings with black passivation, a postdip can be used for increasing corrosion resistance and improving colour depth.
The impact of the post treatments mentioned to component properties such as contact resistance, weldability, compatibility with fuels, performance in bonded joints, etc., when in service shall be assessed on a case by case basis.
Since the range of surface modifications is very large, the use of a post treatment mentioned and the type shall be agreed on in the case of surface coatings that are subject to particular requirements.
NOTE: The post treatment mentioned normally remove the interference colours produced by passivation.
| SYMBOL | MEANING | NOTE |
|---|---|---|
| Tx | Sealant may or may not be present | Left to the choice of the coater. |
| T0 | No sealant | |
| T2nL | Sealant without integrated lubricant | Optional designation of nL or yL, when required |
| T2yL | Sealant with integrated lubricant | Optional designation of nL or yL, when required |
| T4 | Subsequently added lubricant | |
| T7nL | Top coat without integral lubricant | Optional designation of nL or yL, when required |
| T7yL | Top coat with integral lubricant | Optional designation of nL or yL, when required |
BS EN ISO 19598:2016 - Guideline values for heat treatment to promote hydrogen effusion after electroplating
When a part has a tensile strength of more than or equal to 1000N/mm2, plated parts may have to undergo hydrogen de-embrittlement.
In coating high-strength components, the prevention of delayed brittle fractures (hydrogen embrittlement) is of paramount importance.
The surface treatment shall be performed in such a way as to prevent damage due to delayed hydrogen induced brittle fractures with a high degree of certainty. How to deal with potentially defective coating (e.g. by stripping and re-coating) shall be investigated and the outcome documented.
The steps taken to minimize the risk of delayed hydrogen-induced brittle fractures shall be agreed between the electroplater and the purchaser. (The baking time and temperature shall be agreed between the supplier and purchaser, based on the coating material and properties.)
The necessary process investigation and process testing associated with the manufacture may be performed, for example, by strain testing an adequate number of suitable hydrogen-sensitive specimens.
The advice given in ISO 9587 and ISO 9588 shall be borne in mind.
To prevent brittle fractures, heat treatment processes shall be performed after electroplating to promote hydrogen effusion, and possibly even before electroplating, to relieve internal component stresses. In this connection, see ISO 9587 and ISO 9588.
Particular attention shall be paid to ensuring that the deposited metallic coating does not act as a diffusion barrier and prevent hydrogen effusion. The properties of the components shall not be adversely affected.
The second column below denotes the Heat treatment conditions in hot-air circulation oven, minimum holding time at component temperature (215 ± 15) °C
| Tensile strength, Rm (N/mm2) | Hours in oven at (215 ± 15) °C |
|---|---|
| 1,000 to 1,250 | 6 |
| >1,250 to 1,450 | 12 |
| >1,450 to 1,600 | 20 |
| >1,600 to 2,000 | 24 |
Frequently Asked Questions (FAQs)
Your Complete Guide to Zinc Plating Finishes
Here we answer the most common questions our customers ask about the zinc plating process, its benefits, applications, and technical specifications. If you have a question that isn't answered here, please don't hesitate to contact our technical team.
Section 1: The Fundamentals of Zinc Plating
What is zinc plating?
Zinc plating, also known as electro-galvanising, is an electrochemical process where a thin layer of zinc is bonded to the surface of a steel or iron part (the substrate). This is achieved by immersing the fastener in a specially formulated zinc salt solution (an electrolyte) and applying a direct electrical current. The process creates a durable, corrosion-resistant finish.
Why is zinc plating used on fasteners?
The primary reason is for corrosion protection. Steel, while strong, is susceptible to rust (oxidation). The zinc coating acts as a sacrificial barrier, meaning it corrodes in preference to the steel fastener underneath, significantly extending the component's service life. It also provides a clean, uniform finish and some lubricity for easier installation.
Is there another name for zinc plating?
Yes, it is commonly referred to as electro-galvanising, zinc electroplating, or simply plating. These terms are generally interchangeable.
How does the sacrificial protection work?
Zinc is more electrochemically active than steel. When the plated fastener is exposed to moisture and oxygen, a galvanic cell is formed. The more active zinc becomes the anode and corrodes, while the less active steel becomes the cathode and is protected. This protection continues even if the coating is scratched, as long as zinc is present nearby.
What is 'passivation' or a 'chromate conversion coating'?
After the zinc is plated onto the fastener, it is dipped in a passivation solution. This creates a thin, gel-like chromate conversion coating over the zinc. This secondary layer seals the zinc, significantly slowing down its corrosion rate (preventing 'white rust') and increasing the overall protection. The passivation process also determines the final colour of the fastener (e.g., clear/blue, yellow, or black).
What is 'white rust' on zinc plating?
White rust is a white, powdery corrosion product (zinc hydroxide) that can form on the surface of the zinc plating when it's exposed to moisture. While it looks unsightly, it is a sign that the zinc is doing its job of protecting the underlying steel. A high-quality passivation layer is the primary defence against premature white rust.
Section 2: Plating Types, Standards, and Compliance
What are the different colours of zinc plating?
The colour is determined by the type of passivate applied after plating:
- Clear/Blue Passivate: Gives a shiny, silver-like or slightly blue-tinged appearance. It's a very common, cost-effective finish.
- Yellow Passivate: Traditionally offered the best corrosion resistance and has a distinctive yellow or iridescent gold colour.
- Black Passivate: Provides a deep black finish, often used for aesthetic reasons or to reduce light reflection. It offers good corrosion resistance, similar to yellow passivate.
What is the difference between Trivalent and Hexavalent passivation?
This refers to the chemical state of the chromium used in the passivation solution. Hexavalent chromium was the traditional choice, particularly for yellow passivates, due to its excellent 'self-healing' properties and corrosion resistance. However, it is a hazardous substance. Trivalent chromium is the modern, environmentally safer alternative that is compliant with international regulations like RoHS.
What is RoHS and why is it important for plating?
RoHS stands for the Restriction of Hazardous Substances. It's an EU directive that restricts the use of specific hazardous materials, including hexavalent chromium, in electrical and electronic products. Trivalent passivates are used to ensure our plated fasteners are RoHS compliant for customers who require it.
Which industry standards apply to zinc plating?
Several key standards govern zinc plating thickness, testing, and performance. The most common are:
- BS EN ISO 2081: The primary European and international standard for electroplated zinc coatings on iron or steel.
- BS EN ISO 4042: Specifically covers electroplated coating systems for fasteners.
- ASTM B633: A widely used American standard specifying coating types and classes for zinc on iron and steel.
- DEF STAN 03-20: A UK Ministry of Defence standard for the electro-deposition of zinc.
Section 3: Performance and Technical Specifications
How thick is a typical zinc plated coating?
Coating thickness is crucial for performance. It's typically measured in microns (µm). A standard commercial coating might be 5µm, while a more protective coating specified for outdoor use could be 8µm, 12µm, or even 25µm. The required thickness is often dictated by the standard and the service environment.
How is corrosion resistance measured?
It's measured using a Neutral Salt Spray (NSS) test, as defined in standards like ISO 9227. Plated fasteners are placed in a sealed cabinet and exposed to a continuous salt fog. Performance is rated by the number of hours the fastener can resist developing 'white rust' (zinc corrosion) and 'red rust' (steel corrosion).
Does zinc plating affect the fastener threads?
Yes. The addition of the coating increases the fastener's dimensions. For external threads (bolts), this increases the pitch diameter. For internal threads (nuts), it decreases it. This must be accounted for. Standard nuts are often tapped oversize before plating to ensure a proper fit with a plated bolt after coating. We manage these allowances as part of our manufacturing process.
What is hydrogen embrittlement?
Hydrogen embrittlement is a serious risk for high-strength steel fasteners (typically those with a hardness above 320 HV or a tensile strength over 1000 MPa). During the acid cleaning and plating processes, hydrogen atoms can be absorbed into the steel's grain structure. This can make the steel brittle and lead to sudden, catastrophic failure under load, sometimes hours or days after being installed.
How can hydrogen embrittlement be prevented?
The risk is managed by a post-plating baking process, also called de-embrittlement. The fasteners are heated in an oven at a specific temperature (e.g., 190°C - 220°C) for a set duration (e.g., 2 to 24 hours, depending on the material's strength and the standard). This process allows the trapped hydrogen atoms to diffuse safely out of the steel.
Can you plate oversized or undersized fasteners?
Absolutely. As a bespoke manufacturer, we control the entire process. We can machine threads to specific pre-plating dimensions to ensure the final coated product meets the required tolerance class perfectly.
Can you plate left-hand thread fasteners?
Yes. The plating process is independent of the thread direction. We manufacture and plate fasteners in a full range of sizes and pitches, in both right-hand and left-hand configurations.
Does zinc plating affect the torque-tension relationship?
Yes. The plated surface has a different coefficient of friction compared to plain steel. This means that for the same amount of applied torque, the resulting tension (or clamping force) in the bolt can be different. Lubricants or topcoats are sometimes applied to achieve more consistent torque-tension results.
Section 4: Comparison with Other Finishes
What is the difference between Zinc Plating and Hot-Dip Galvanising?
Process: Plating is an electro-chemical deposition ('cold' process), while galvanising involves dipping the part in molten zinc ('hot' process).
Thickness: Plating is very thin and uniform (typically 5-25µm). Galvanising is much thicker and less uniform (often 50-100µm+).
Application: Plating is ideal for fasteners where tight tolerances are critical. Galvanising is used for structural steel and large fabrications where maximum corrosion protection is needed and thread fit is less precise.
Is zinc plating better than stainless steel?
They serve different purposes. Stainless steel is an alloy that is inherently corrosion-resistant throughout its entire structure. Zinc plating is a surface coating on carbon steel. For harsh, corrosive environments (e.g., marine or chemical), stainless steel is superior. For general or moderately corrosive environments, zinc-plated steel is a highly effective and much more economical solution.
How does zinc compare to cadmium plating?
Cadmium plating offers exceptional corrosion resistance, excellent lubricity, and is very malleable, making it ideal for aerospace applications. However, cadmium is highly toxic and its use is now heavily restricted. Zinc plating, particularly with modern high-performance passivates, is the preferred and environmentally safer alternative for most applications. However, because it is not RoHS compliant and requires specialised handling, we do not offer this kind of plating.
What is Mechanical Plating?
Mechanical plating is a 'cold' process where zinc dust, glass beads (impact media), and proprietary chemicals are tumbled with the fasteners in a barrel. The mechanical energy causes the zinc to be cold-welded onto the parts. A key advantage is that it does not introduce hydrogen embrittlement, making it a good choice for very high-strength fasteners. The finish is typically less bright than electroplating.
What is Sherardizing?
Sherardizing is a thermal diffusion process where parts are heated in a sealed container with zinc dust. The zinc diffuses into the surface of the steel, forming a zinc-iron alloy. It creates a very uniform, hard, and wear-resistant coating that is excellent for threaded parts, but the finish is a dull grey. This is no longer offered by Trojan Special Fasteners Ltd.
Section 5: Practical Considerations
Is zinc plating expensive?
No, it is generally considered one of the most cost-effective corrosion protection finishes available for fasteners, offering an excellent balance of performance and price.
Can old, rusty fasteners be re-plated?
It is possible but often not practical. The process would involve chemically stripping the old plating and rust, which can be aggressive and may damage the threads. For standard fasteners, it is almost always more economical to replace them. For rare or bespoke components, re-plating can be a viable option.
Can you plate very small or very large fasteners?
Yes. We have the capability to plate our full manufacturing range, from small metric sizes like M3 up to large diameter nuts and bolts like M52, and their Imperial/Unified equivalents up to 2.1/4". The process (barrel plating for small parts, vat/rack plating for large parts) is adapted to the component size.
What is a 'sealer' or 'topcoat'?
A sealer is an optional final coating applied over the passivate. It fills the microscopic pores in the passivation layer, dramatically increasing corrosion resistance. Sealers can also contain lubricants to control the torque-tension relationship.
Does the bright, shiny appearance last?
The initial brightness of a clear zinc finish will dull over time with exposure to the elements. The rate of dulling depends on the severity of the environment. However, the protective properties of the zinc and passivate layers will continue to work long after the aesthetic shine has faded.
How do I specify a zinc plated finish on a drawing?
The best way is to reference the relevant standard. A typical specification might look like this: "Zinc Plate to BS EN ISO 4042, Fe/Zn 8c". This tells the plater to use the ISO standard for fasteners, apply a zinc coating (Zn) over steel (Fe), with a minimum thickness of 8µm, and a clear (c) passivate finish.