

Tolerances
Tolerances for Fasteners
Why are specified tolerances necessary?
It's the only way of making sure that everyone who sees the specification or drawing knows the importance or unimportance of a particular dimension.
For example, if an end-user needs a fastener that fits inside a pre-drilled hole, then the dimensions of the fastener need to account for that hole size, otherwise, a manufacturer may decide it ok to make a larger fastener which results in an improper fit and thus increased costs and time wasted to remanufactured goods.
Likewise, there is no need to specify very tight tolerances for fasteners where this is unnecessary. Tighter tolerances are harder to achieve and thus the manufacturing cost goes up.
There has to be a common-sense balance between requirement and specification.
The Complete Guide to Nut and Washer Tolerances
The Definitive Reference for Metric, Imperial (BSW/BSF/BA) and Unified Thread Nut Tolerances
Tolerances exist for one fundamental reason: to ensure that fasteners manufactured anywhere in the world will assemble correctly with mating components, without leaving unnecessary cost on the table through over-engineering. Without tolerance standards, every manufacturer would make their own decisions about how precise a nut needs to be, resulting in incompatible parts, failed assemblies and wasted material.
At Trojan Special Fasteners, we manufacture nuts from M3 to M52 in metric, 2BA to 2" in Imperial (BSW, BSF and BA), and #8 to 2.1/4" in Unified (UNC and UNF). Understanding how tolerances apply across all three systems is central to what we do. This page brings together the relevant British, European, International and American tolerance standards in one place, with practical tables you can use directly.
All tolerances on this page apply to uncoated fasteners unless otherwise stated. Where a coating is applied, refer to the relevant coating standard (e.g. ISO 4042 for electroplating, ISO 10683 for zinc flake coatings).
Part 1: Metric Nut Tolerances - BS EN ISO 4759-1
What is BS EN ISO 4759-1?
BS EN ISO 4759-1 (identical to EN ISO 4759-1:2000 and ISO 4759-1:2000) is the primary international standard governing dimensional tolerances for metric bolts, screws, studs and nuts. It is published in the UK as a British Standard by BSI and applies to fasteners with ISO metric threads covering diameter-to-tolerance relationships across three product grades.
This standard has a direct predecessor in UK practice: BS 6322-1:1982 - Tolerances for fasteners - Part 1: Specification for tolerances of bolts, screws and nuts with thread diameters >= 1.6 mm and <= 150 mm and product grades A, B and C. BS 6322-1:1982 was the British adoption of ISO 4759-1:1978 (the first edition of the international standard). When ISO 4759-1 was technically revised and reissued as ISO 4759-1:2000, the UK adopted the new version as BS EN ISO 4759-1:2001, at which point BS 6322-1:1982 was withdrawn. The two standards are functionally equivalent within their respective editions; if you encounter BS 6322-1 on a legacy drawing or specification, the current equivalent to specify is BS EN ISO 4759-1:2001.
The BS 6322 series comprised three parts, all now withdrawn and superseded:
- BS 6322-1:1982 - Tolerances for fasteners - bolts, screws and nuts, thread diameters >= 1.6 mm and <= 150 mm, Product Grades A, B and C. British adoption of ISO 4759-1:1978. Superseded by BS EN ISO 4759-1:2001 (adopting ISO 4759-1:2000).
- BS 6322-2 - Tolerances for fasteners - bolts, screws and nuts with thread diameters from 1 mm up to 3 mm, Product Grade F, for fine mechanics. The British adoption of ISO 4759-2, which covers miniature fasteners used in fine mechanical instruments, watches, clocks and precision equipment. This part is outside the size range Trojan manufactures (our smallest metric nut is M3) but is included here for completeness.
- BS 6322-3:1992 - Tolerances for fasteners - plain washers for bolts, screws and nuts with nominal thread diameters from 1 mm up to and including 150 mm, Product Grades A and C. The British adoption of ISO 4759-3:2000 (the then-current washer tolerance standard). Superseded by BS EN ISO 4759-3:2016 (adopting ISO 4759-3:2016, which added Product Grade F).
The standard draws its tolerance values from:
- ISO 286-1 and ISO 286-2 (ISO system of limits and fits)
- ISO 965-3 (metric thread tolerance deviations)
- ISO 1101 and ISO 8015 (form and position tolerances)
Product Grades Explained
BS EN ISO 4759-1 defines three product grades. For nuts, only grades A, B, and C are applicable:
| Product Grade | Definition |
| A | The most precise. Used where dimensional accuracy is critical and the tightest tolerances are required. Typically produced by machining from bar or precise cold-forming. This is the product grade we at Trojan Special Fasteners Ltd machine to. |
| B | Intermediate precision. Less common for nuts but applicable where a balance of cost and accuracy is needed. |
| C | The least precise. Used for "black" or commercial-grade fasteners where wide tolerances are acceptable. These are typically hot-forged products. |
Note: Product grades in ISO 4759-1 refer solely to dimensional and geometrical tolerances. They do not indicate material strength or property class, which are governed separately by ISO 898-2 (steel nuts) and ISO 3506-2 (stainless steel nuts).
Note on miniature fasteners: BS EN ISO 4759-1 covers thread diameters from 1.6 mm upwards. For fasteners with thread diameters between 1 mm and 3 mm in the fine mechanics Product Grade F, the applicable standard is ISO 4759-2, which was adopted in the UK as BS 6322-2. This range - miniature instrument screws and nuts smaller than M1.6 - is outside Trojan's manufacturing range (our smallest nut is M3) but the standard is referenced here for completeness.
Trojan Fasteners manufactures to Product Grade A tolerances as standard, owing to our CNC bar-turning production method.
Nut Tolerances Under BS EN ISO 4759-1 - Section 4
The following tolerance assignments apply specifically to nuts per Section 4 of ISO 4759-1:2000.
Internal Thread (Nut Thread Tolerance)
| Thread Feature | Product Grade A | Product Grade B | Product Grade C |
|---|---|---|---|
| Internal thread tolerance class | 6H | 6H | 7H |
In the following table "close" and "wide" are a summary headline only.
close = minima and maxima are clearly defined
wide = minima or maxima are clearly defined, but not both
| Feature | Product Grade A | Product Grade B | Product Grade C |
|---|---|---|---|
| Bearing Surface | close | close | wide |
| Other features | close | wide | wide |
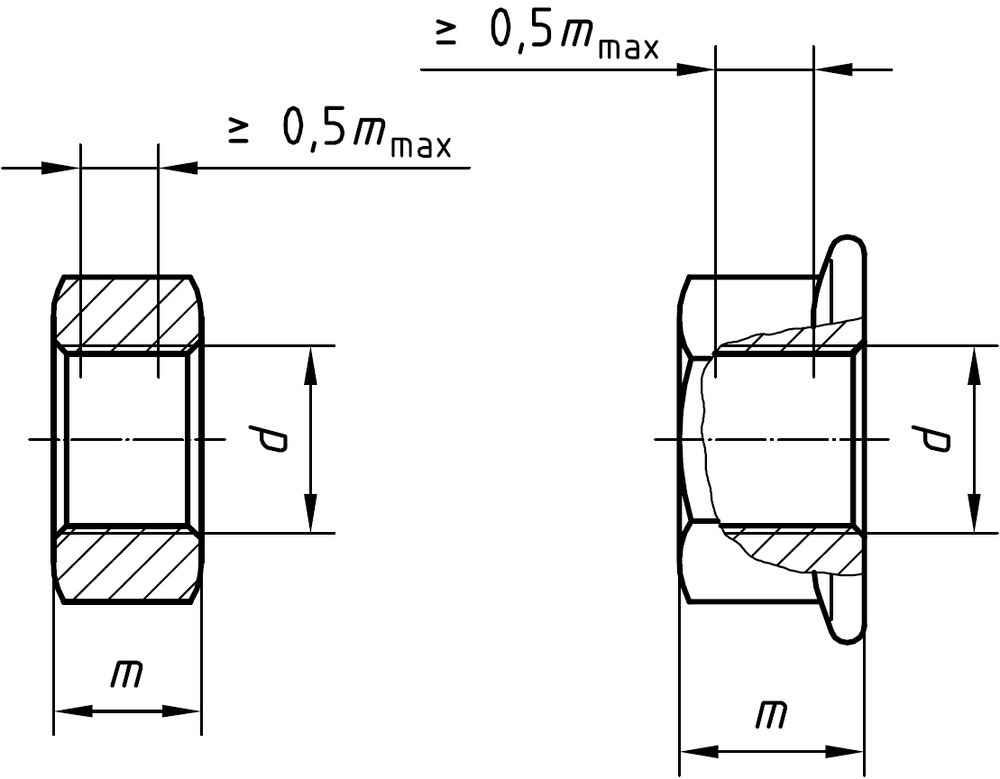
For all nuts of heights m >=0.8d the minor diameter shall be within the specified tolerances for a minimum of 0.5 mmax (only for sizes >= M3).
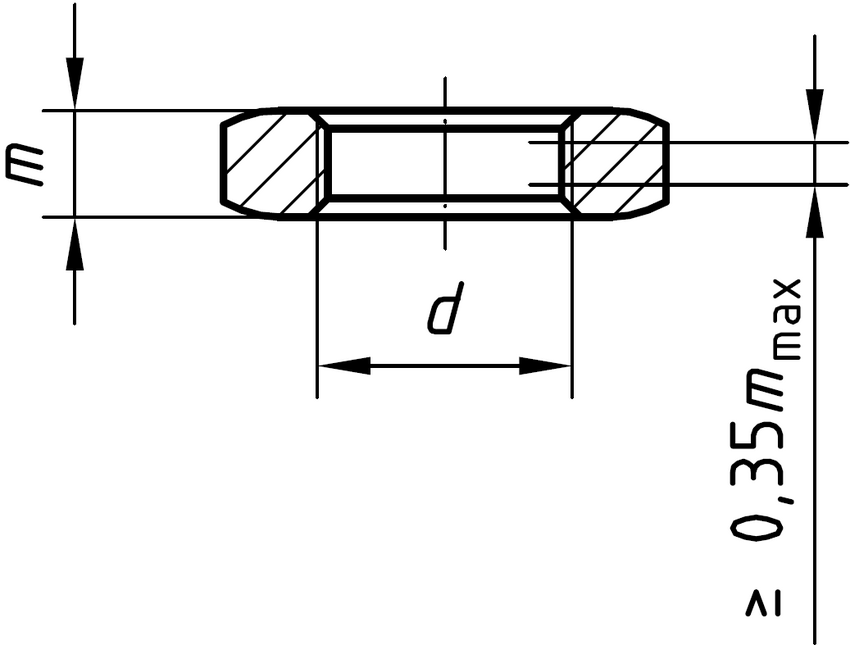
For all nuts of heights 0.5d <= m < 0.8d the minor diameter shall be within the specified tolerances for a minimum of 0.35 mmax
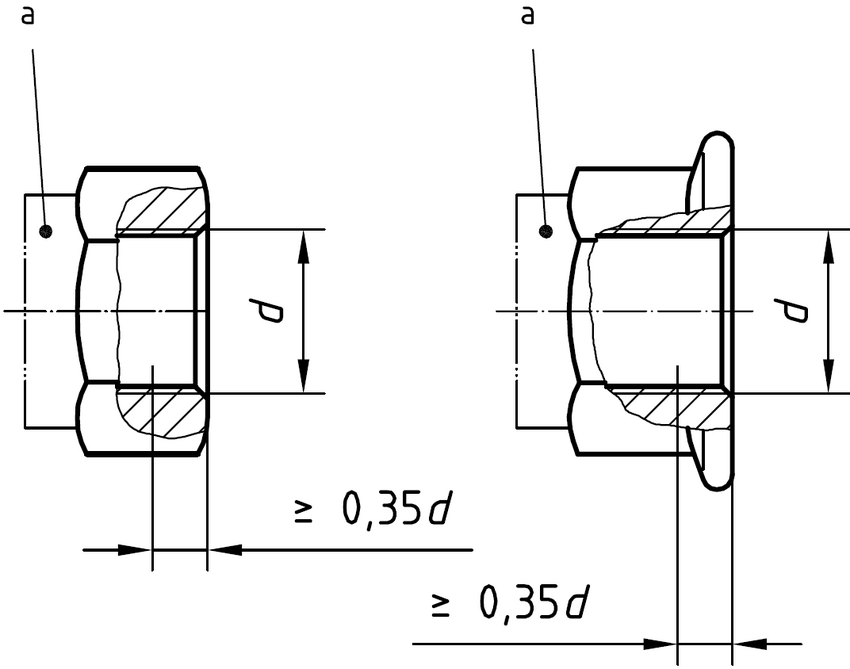
For prevailing torque type nuts the minor diameter may exceed the specified tolerance for a maximum height of 0.35d from the non-restricted end which does not contain the prevailing torque feature.
Where a denotes that there is variation in design of the locking mechanism between different types of prevailing torque type nuts.
For coated nuts, class 6H still applies before coating. After plating, thread gauging may need to account for coating thickness per ISO 4042.
The standard thread tolerance class for all metric nut internal threads is 6H, drawn from ISO 965 (BS 3643-2 in the UK). This means:
- H = zero fundamental deviation (thread is at or above basic size)
- 6 = medium tolerance grade
For specialist applications, tighter classes such as 5H or 4H or looser classes such as 7H or 8H may be specified by agreement.
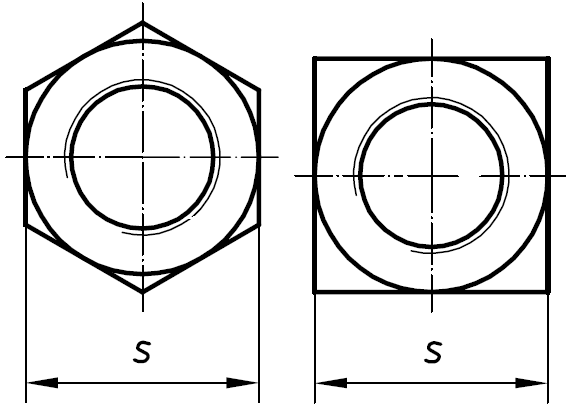
Width Across Flats (Spanner Size) Tolerance - s
The tolerance on width across flats for nuts follows the IT (International Tolerance) grades from ISO 286-2. The applicable IT grades per product grade are:
| s | Product Grade A | Product Grade B | Product Grade C |
|---|---|---|---|
| <=18 | h13 | h14 | h14 |
| >18 <=30 | h13 | h14 | h14 |
| >30 <= 60 | h14 | h15 | h15 |
| >60 <=180 | h14 | h16 | h16 |
| >180 | h14 | h17 | h17 |
These are shaft-basis tolerances (lower-case h = zero upper deviation, all tolerance is below nominal).
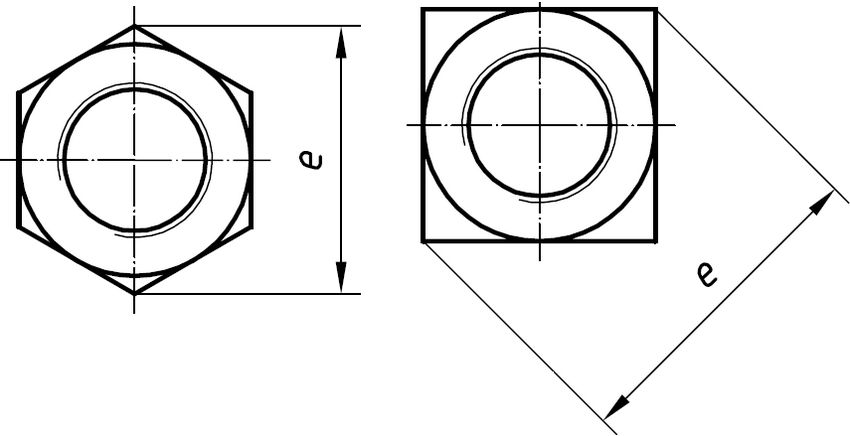
Width Across Corners (e) - Minimum Values
The minimum width across corners (e) is derived from the minimum width across flats (s_min):
| Product Grade | Tolerance |
|---|---|
| A | e min = 1.13 s min |
| B | e min = 1.13 s min |
| C | e min = 1.13 s min |
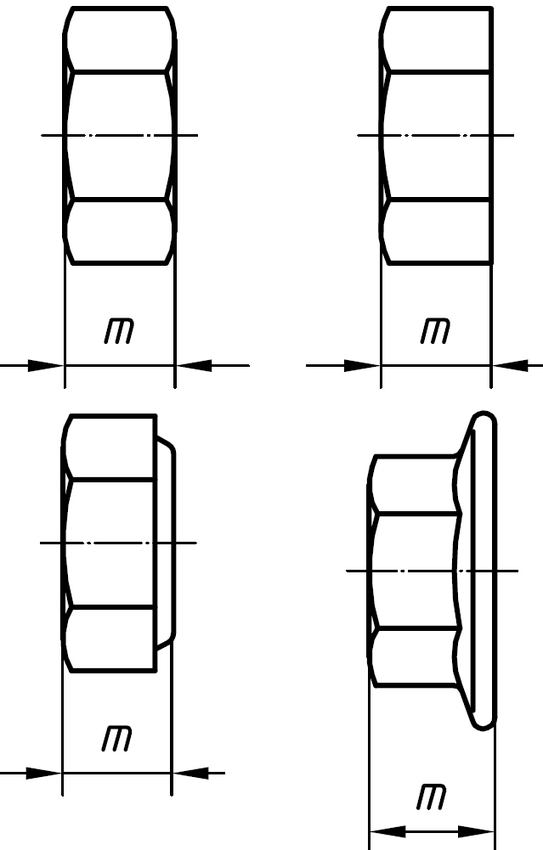
Nut Height (m) Tolerance
The tolerance on nut height (thickness) follows:
| Size | Product Grade A | Product Grade B | Product Grade C |
|---|---|---|---|
| d <=12mm | h14 | h14 | h17 |
| 12mm < d <= 18mm | h15 | h15 | h17 |
| d > 18mm | h16 | h16 | h17 |
For nylon insert locking nuts and all-metal prevailing torque locking nuts, for the tolerance of h, see the product standards as these will be specified within each document for the nut type.
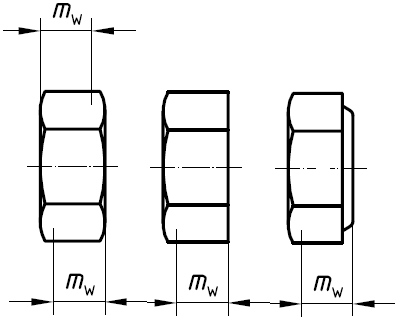
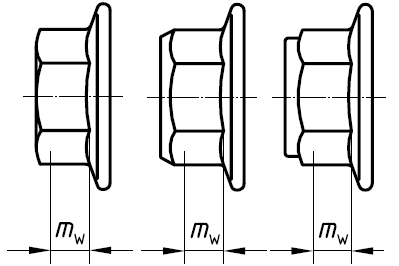
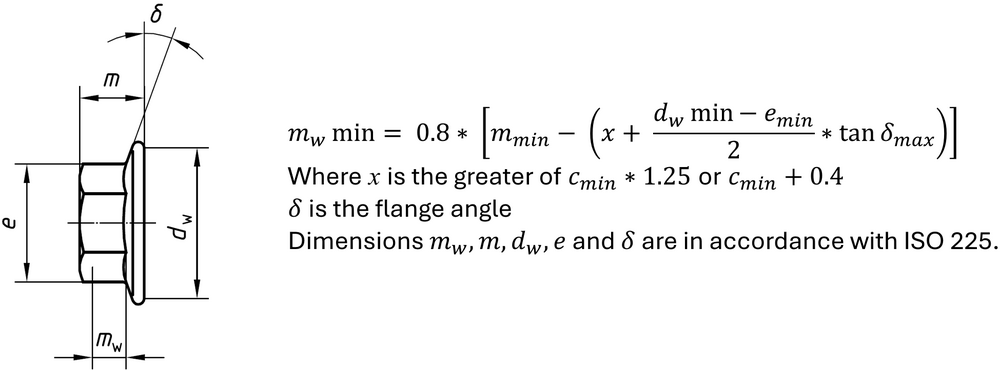
Minimum Wrenching Height mw
mw min = 0.8m min
mw defines the length over which emin applies but excluding any chamfer or washer face specified in the appropriate product standard. The symbol mw replaces the previously used m'.
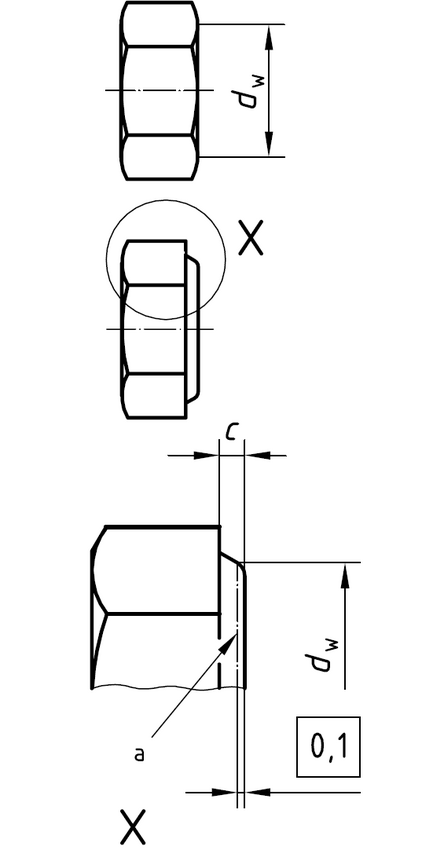
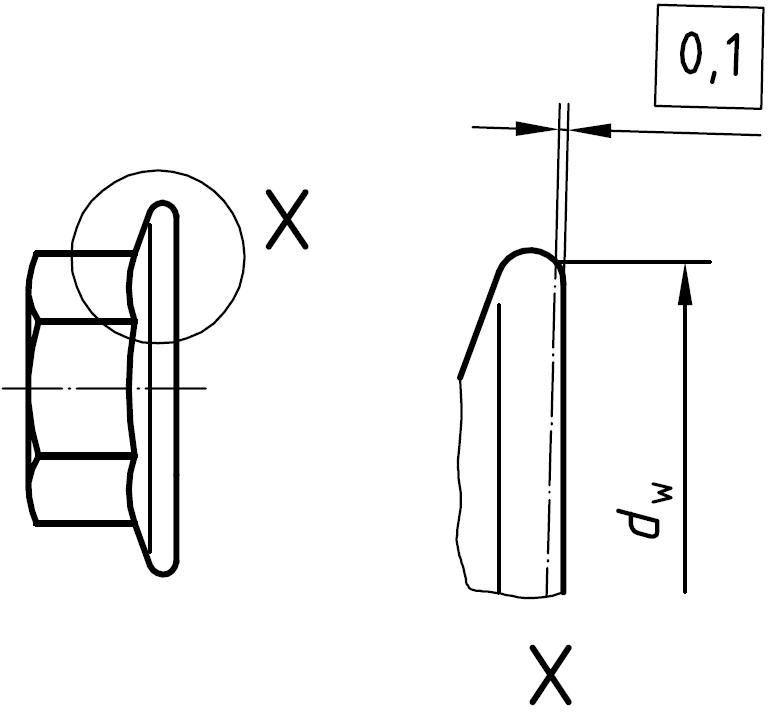
Bearing face diameter and height of washer-faced portion
Requirements apply to both sides of symmetrical parts.
dw min = s min - IT16 for width across flats < 21 mm
dw min = 0.95 s min for width across flats >= 21 mm
dw max = s actual
a is the reference datum for dw
| Thread Diameter | c min | c max |
|---|---|---|
| >=1.6 to 2.5 | 0.10 | 0.25 |
| >2.5 to 4 | 0.15 | 0.40 |
| >4 to 6 | 0.15 | 0.50 |
| >6 to 14 | 0.15 | 0.60 |
| >14 to 36 | 0.20 | 0.80 |
| >36 | 0.30 | 1.00 |
Requirements apply to both sides of symmetrical parts.
dw min for hexagon nuts with flange in accordance with product standards
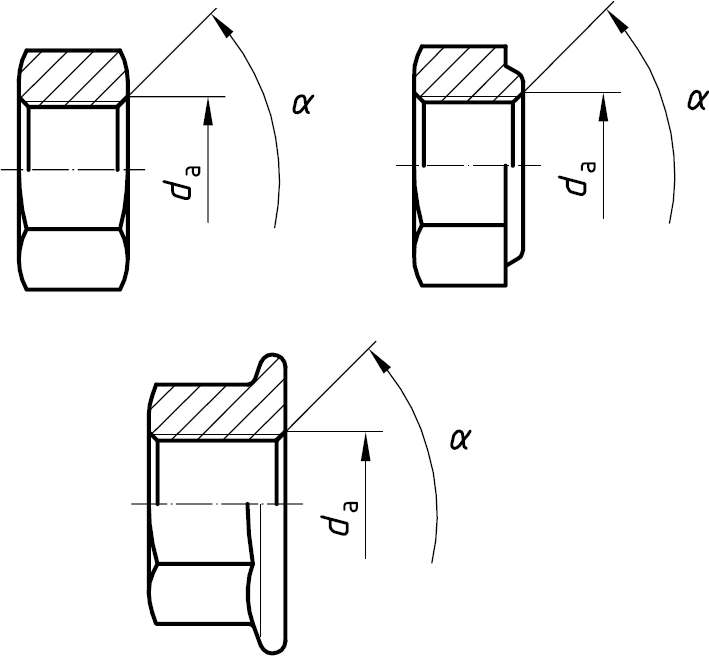
Countersink Diameter (da)
Requirements apply to both sides of symmetrical parts
| Countersink size | Product Grade A | Product Grade B | Product Grade C |
|---|---|---|---|
| d <=5mm | da min = d , da max = 1.15d | da min = d , da max = 1.15d | |
| 5mm < d <= 9mm | da min = d ,da max = d + 0.75 | da min = d ,da max = d + 0.75 | |
| d > 8mm | da min = d ,da max = 1.08d | da min = d ,da max = 1.08d |
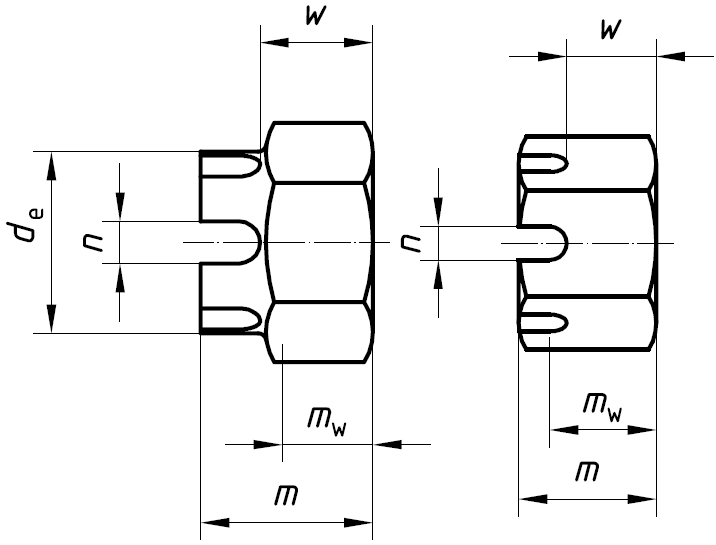
Castle and Slotted Nuts
mw = see mw values for hexagon nuts style 1 (see ISO 4032)
| Feature | Product Grade A | Product Grade B | Product Grade C |
|---|---|---|---|
| Castle Diameter (de) | h14 | h15 | h16 |
| Overall Height (m) | h14 | h15 | h17 |
| Slot Width (n) | H14 | H14 | H15 |
| Unslotted Height (w) | h14 | h15 | h17 |
Internal Thread Tolerance Classes - ISO 965-1 / (adopted in the UK as BS ISO 965-1).
The tolerance class for an internal thread is expressed as a number (tolerance grade) followed by a capital letter (tolerance position). Capital letters denote internal threads; lower-case letters denote external threads.
| Tolerance Class | Tolerance Grade | Tolerance Position | Fundamental Deviation | Typical Application | Quality Category |
|---|---|---|---|---|---|
| 4H | 4 (tight) | H | Zero - starts at basic size | Precision tapped holes, aerospace, instrument threads, fine mechanics | Fine (F) |
| Nominal Dimension | Standard Tolerance Grades | ||||||
|---|---|---|---|---|---|---|---|
| > | =< | IT12 | IT13 | IT14 | IT15 | IT16 | IT17 |
| Tolerances | |||||||
| 3 | 0.10 | 0.14 | 0.25 | 0.40 | 0.60 | 1.00 | |
| 3 | 6 | 0.12 | 0.18 | 0.30 | 0.48 | 0.75 | 1.20 |
| 6 | 10 | 0.15 | 0.22 | 0.36 | 0.58 | 0.90 | 1.50 |
| 10 | 18 | 0.18 | 0.27 | 0.43 | 0.70 | 1.10 | 1.80 |
| 18 | 30 | 0.21 | 0.33 | 0.52 | 0.84 | 1.30 | 2.10 |
| 30 | 50 | 0.25 | 0.39 | 0.62 | 1.00 | 1.60 | 2.50 |
| 50 | 80 | 0.30 | 0.46 | 0.74 | 1.20 | 1.90 | 3.00 |
| 80 | 120 | 0.35 | 0.54 | 0.87 | 1.40 | 2.20 | 3.50 |
| 120 | 180 | 0.40 | 0.63 | 1.00 | 1.60 | 2.50 | 4.00 |
| 180 | 250 | 0.46 | 0.72 | 1.15 | 1.85 | 2.90 | 4.60 |
| 250 | 315 | 0.52 | 0.81 | 1.30 | 2.10 | 3.20 | 5.20 |
| 315 | 400 | 0.57 | 0.89 | 1.40 | 2.30 | 3.60 | 5.70 |
| 400 | 500 | 0.63 | 0.97 | 1.55 | 2.50 | 4.00 | 6.30 |